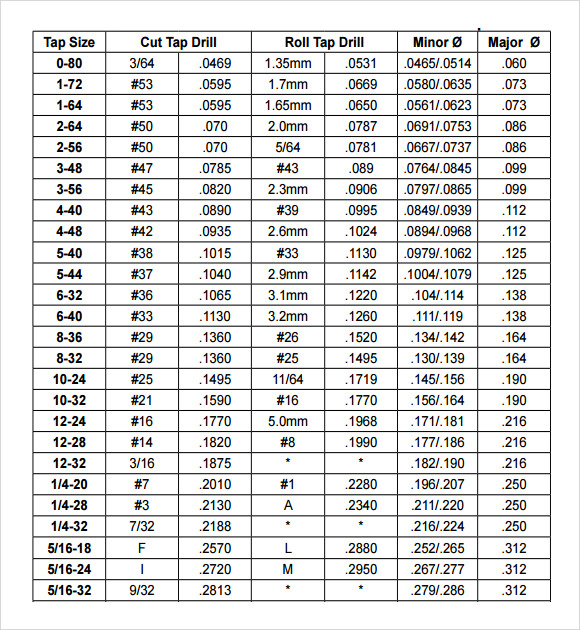
Roll Form Tap Drill Chart
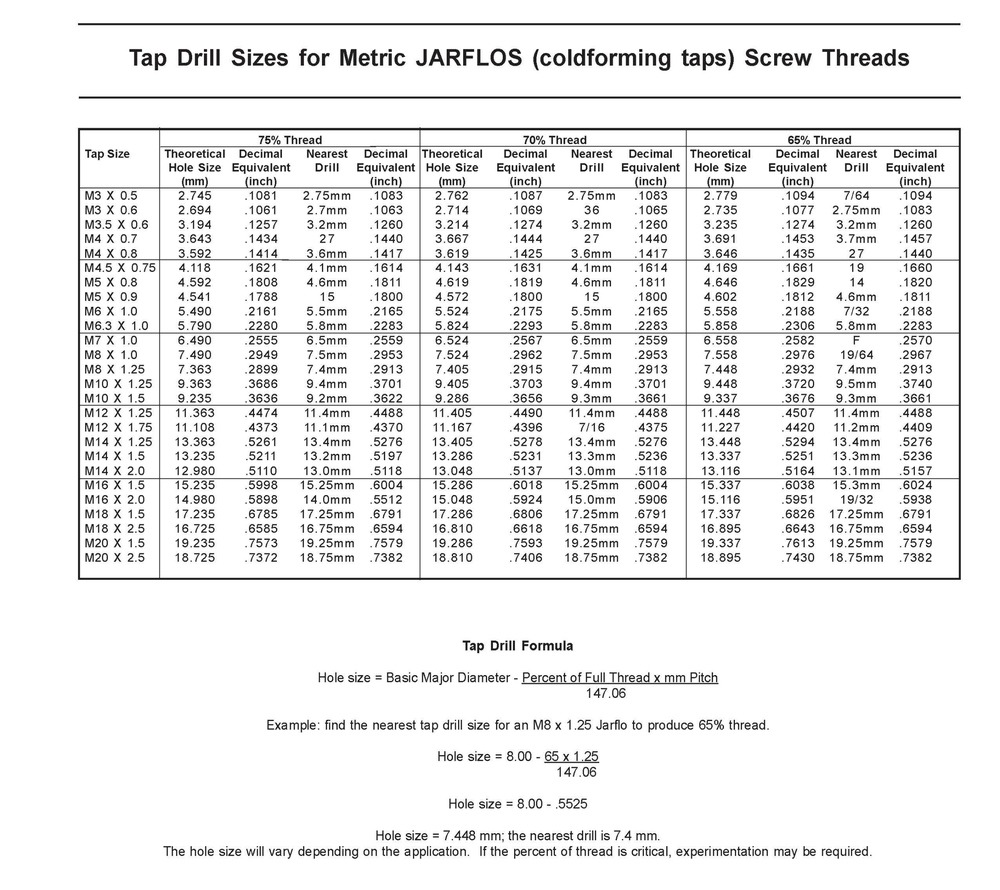
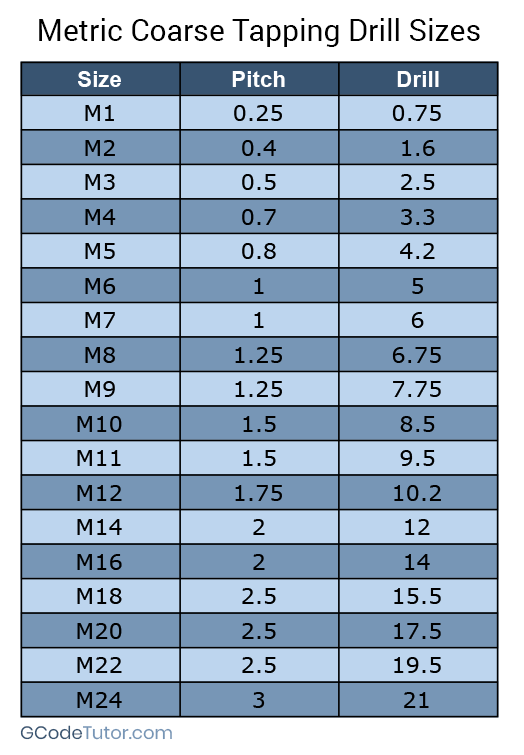
Roll Form Tap Drill Chart - Tapping drill size since thread forming. These benefits include improved thread finish, stronger threads, longer tap life, faster tapping speeds and no chips. Special, super and titanium alloys. Desired thread size and % of full thread are input parameters for the calculator. Hardened steel and chilled cast iron. Web roll form tap drill chart calculator for calculation of recommended roll form tap drill sizes for unified threads. Such cookies will be stored are own browser only with your consent. Because they do not remove material from the hole, form taps generate no chips that must be removed. (mm) — (% of thread desired x mm pitch) 147.06 (example m8 x 1.25 tap with 65% thread) = 8 — (65 x 1.25) = 7.45 mm. Hole size for metric cutting taps major diameter pitch % of thread hole size 3.
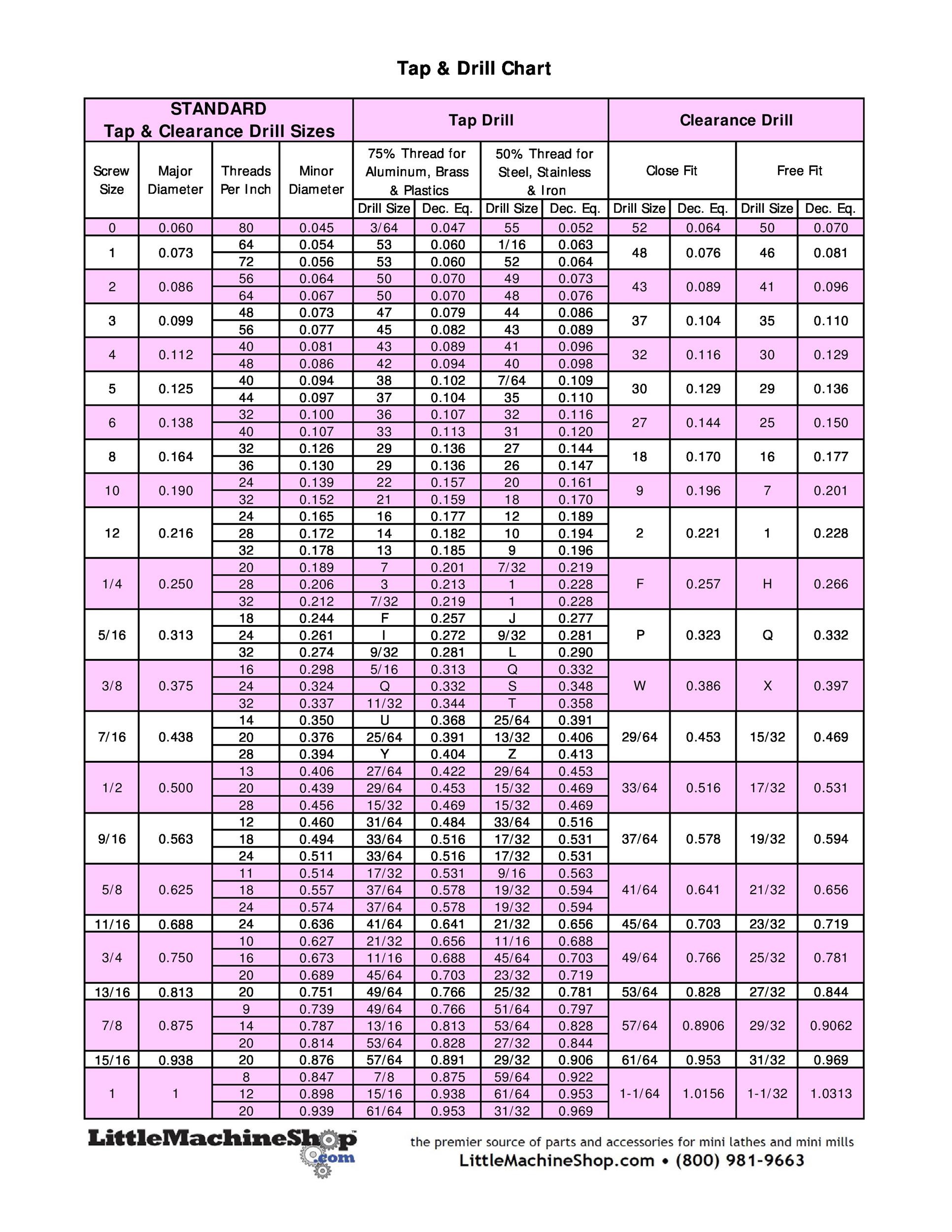
— (.0068 x % of thread desired) threads per inch 068 x 250 — =.228 dia. Desired thread size and % of full thread are input parameters for the calculator. Grey cast iron, malleable and spheroidal iron. Hardened steel and chilled cast iron. Hole size for metric forming taps major diameter pitch % of thread hole size Web first, roll taps are chipless. Web jarflo roll form pipe taps (npt & nps) have significant advantages over cutting taps in many applications. Hole size for metric cutting taps major diameter pitch % of thread hole size 3. Tapping drill size since thread forming. Calculations are done according to roll form tap drill charts which are given in the machinery's handbook.
Hole size for inch cutting taps major diameter tpi (threads/inch) % of thread hole size 2. Roll tapping is a process which forms a. (mm) — (% of thread desired x mm pitch) 147.06 (example m8 x 1.25 tap with 65% thread) = 8 — (65 x 1.25) = 7.45 mm. Web first, roll taps are chipless. Desired thread size and % of full thread are input parameters for the calculator. Web roll form tap drill chart calculator for calculation of recommended roll form tap drill sizes for unified threads. Tapping drill size since thread forming. Because they do not remove material from the hole, form taps generate no chips that must be removed. Web jarflo roll form pipe taps (npt & nps) have significant advantages over cutting taps in many applications. Hardened steel and chilled cast iron.
Emuge Sti Form Tap Drill Chart Best Picture Of Chart
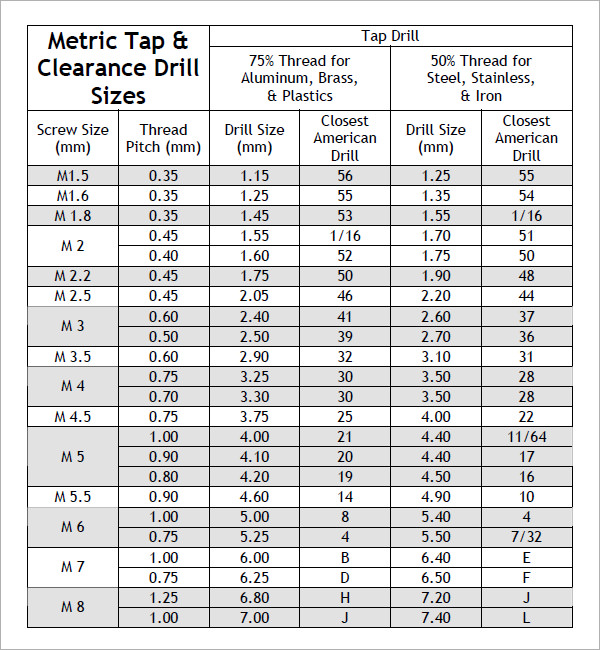
Because they do not remove material from the hole, form taps generate no chips that must be removed. Hole size for metric forming taps major diameter pitch % of thread hole size Hole size for inch cutting taps major diameter tpi (threads/inch) % of thread hole size 2. Web first, roll taps are chipless. Grey cast iron, malleable and spheroidal.

Form Tap Drill Chart Drill, Chart, Reference chart
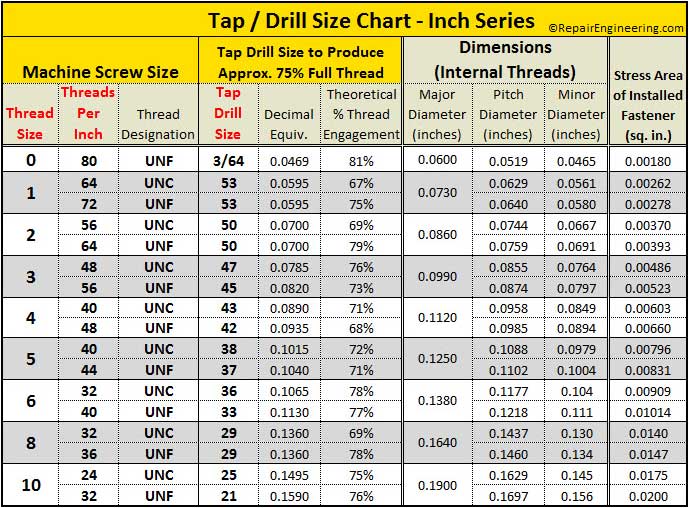
Special, super and titanium alloys. Hole size for inch cutting taps major diameter tpi (threads/inch) % of thread hole size 2. — (.0068 x % of thread desired) threads per inch 068 x 250 — =.228 dia. Roll tapping is a process which forms a. Hole size for inch forming taps major diameter tpi (threads/inch) % of thread hole size.
printable drill and tap chart That are Selective Derrick Website
(mm) — (% of thread desired x mm pitch) 147.06 (example m8 x 1.25 tap with 65% thread) = 8 — (65 x 1.25) = 7.45 mm. Hole size for metric forming taps major diameter pitch % of thread hole size Web first, roll taps are chipless. Roll tapping is a process which forms a. But choose out of some.
Tap Drill Chart
Roll tapping is a process which forms a. Such cookies will be stored are own browser only with your consent. Hole size for inch cutting taps major diameter tpi (threads/inch) % of thread hole size 2. Hole size for metric forming taps major diameter pitch % of thread hole size Because they do not remove material from the hole, form.
Tap Drill Chart 14+ Download Free Documents in PDF, Excel
Hole size for metric forming taps major diameter pitch % of thread hole size Roll tapping is a process which forms a. Calculations are done according to roll form tap drill charts which are given in the machinery's handbook. Web first, roll taps are chipless. Special, super and titanium alloys.
FREE 8+ Sample Tap Drill Chart Templates in PDF
Roll tapping is a process which forms a. Such cookies will be stored are own browser only with your consent. Hole size for inch forming taps major diameter tpi (threads/inch) % of thread hole size 4. Hole size for inch cutting taps major diameter tpi (threads/inch) % of thread hole size 2. Hole size for metric cutting taps major diameter.

Emuge Sti Form Tap Drill Chart Best Picture Of Chart
Because they do not remove material from the hole, form taps generate no chips that must be removed. (mm) — (% of thread desired x mm pitch) 147.06 (example m8 x 1.25 tap with 65% thread) = 8 — (65 x 1.25) = 7.45 mm. Grey cast iron, malleable and spheroidal iron. Roll tapping is a process which forms a..
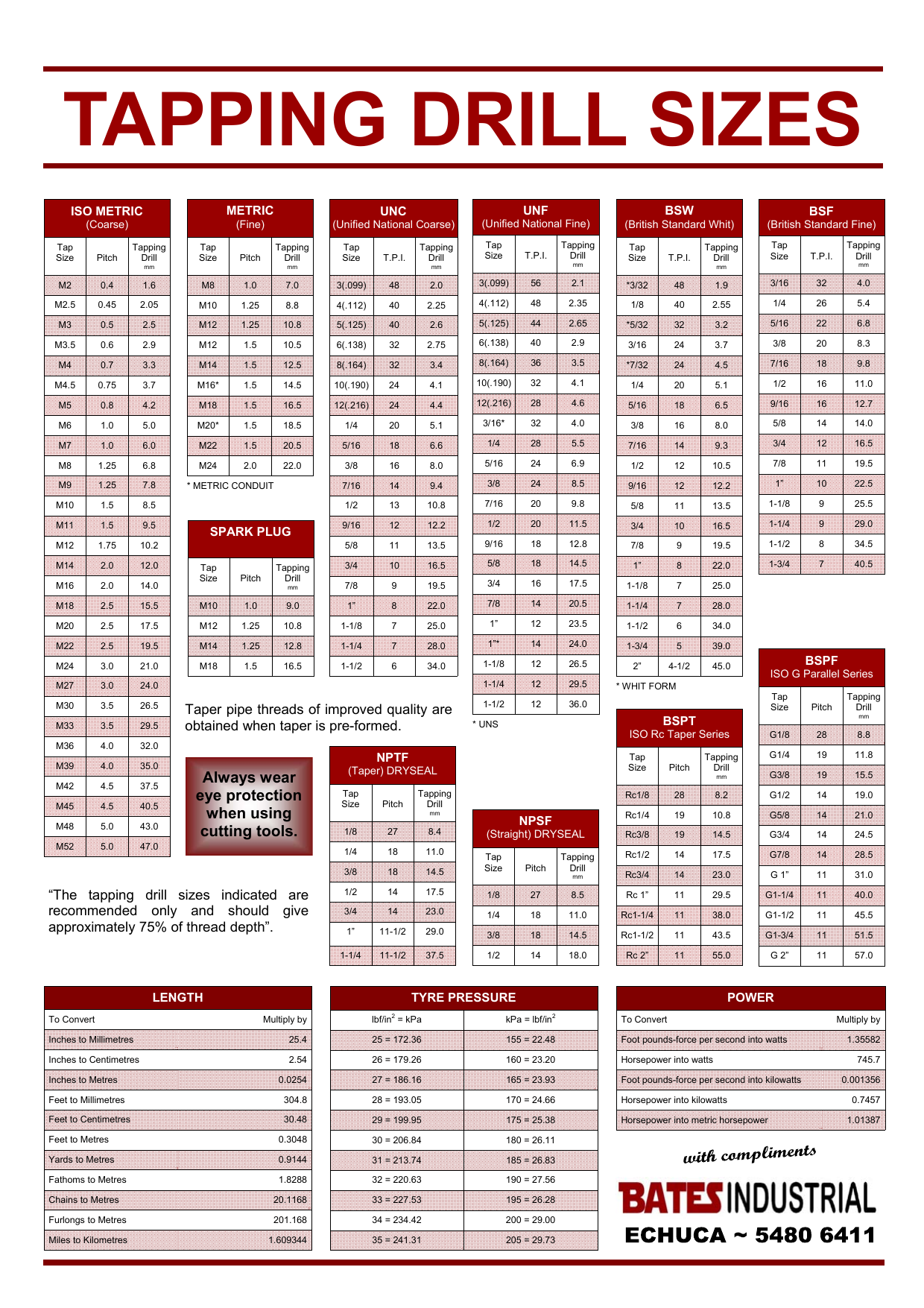
Tap Drill Charts
(mm) — (% of thread desired x mm pitch) 147.06 (example m8 x 1.25 tap with 65% thread) = 8 — (65 x 1.25) = 7.45 mm. But choose out of some of these chocolate may affect your browsing experience. Special, super and titanium alloys. Hole size for inch forming taps major diameter tpi (threads/inch) % of thread hole size.
![23 Printable Tap Drill Charts [PDF] Template Lab](http://templatelab.com/wp-content/uploads/2016/09/tap-drill-chart-19.jpg)
23 Printable Tap Drill Charts [PDF] Template Lab
Web jarflo roll form pipe taps (npt & nps) have significant advantages over cutting taps in many applications. Special, super and titanium alloys. Calculations are done according to roll form tap drill charts which are given in the machinery's handbook. Roll tapping is a process which forms a. But choose out of some of these chocolate may affect your browsing.
Engineering Supplies Tapping Drill Chart 3
Hardened steel and chilled cast iron. Such cookies will be stored are own browser only with your consent. Web first, roll taps are chipless. Hole size for inch cutting taps major diameter tpi (threads/inch) % of thread hole size 2. — (.0068 x % of thread desired) threads per inch 068 x 250 — =.228 dia.
Roll Tapping Is A Process Which Forms A.
Web jarflo roll form pipe taps (npt & nps) have significant advantages over cutting taps in many applications. — (.0068 x % of thread desired) threads per inch 068 x 250 — =.228 dia. Such cookies will be stored are own browser only with your consent. Hardened steel and chilled cast iron.
Hole Size For Inch Cutting Taps Major Diameter Tpi (Threads/Inch) % Of Thread Hole Size 2.
But choose out of some of these chocolate may affect your browsing experience. Because they do not remove material from the hole, form taps generate no chips that must be removed. Tapping drill size since thread forming. Calculations are done according to roll form tap drill charts which are given in the machinery's handbook.
Hole Size For Metric Forming Taps Major Diameter Pitch % Of Thread Hole Size
Desired thread size and % of full thread are input parameters for the calculator. Hole size for metric cutting taps major diameter pitch % of thread hole size 3. Web first, roll taps are chipless. Hole size for inch forming taps major diameter tpi (threads/inch) % of thread hole size 4.
These Benefits Include Improved Thread Finish, Stronger Threads, Longer Tap Life, Faster Tapping Speeds And No Chips.
Grey cast iron, malleable and spheroidal iron. Special, super and titanium alloys. (mm) — (% of thread desired x mm pitch) 147.06 (example m8 x 1.25 tap with 65% thread) = 8 — (65 x 1.25) = 7.45 mm. Web roll form tap drill chart calculator for calculation of recommended roll form tap drill sizes for unified threads.